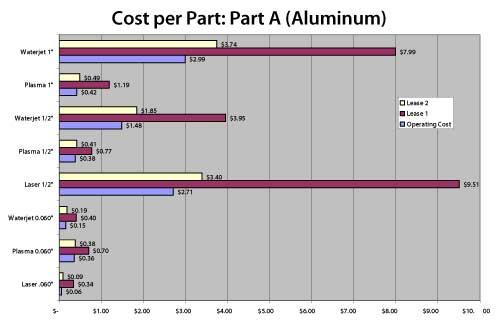
Water Jet Vs Laser Cutting Cost

Plasma Vs Waterjet Vs Laser Vs Oxy Jaymac Cnc Plasma Cutters

Advantages Of Waterjet Waterjet Vs Laser Cnc Plasma Edm Stamping

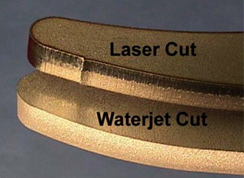
Laser Cutting Vs Waterjet Cutting

Cnc S Waterjet Laser Or Plasma Which Gives You Value For Money

Waterjet Cutting Vs Laser Cutting

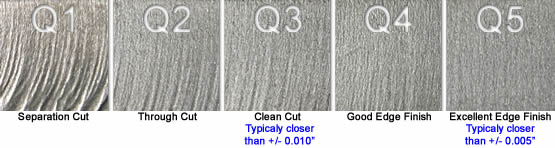
Waterjet Quality Vs Cost Mrc Waterjet Cutting
Co2 cnc laser tables can cost between 12 20 hr to operate.
Water jet vs laser cutting cost.

Laser Cutting Vs Waterjet Cost For Steel Sheet Metal
Making Sense Of Metal Cutting Technologies

Water Jet Cutting Vs Laser Cutting Other Metal Cutting Services

Plasma Cutter Vs Laser Cutter Vs Water Jet What You Need To Know

Cnc Sheet Cutting Comparison Water Jet Laser Punching Or Routing Nes Solutions

Custom Waterjet Vs Laser Cutting Fedtech

Metal Cutting Chart

Laser Cut Vs Waterjet Cut Vs Plasma Cut Vs Wire Cut The Ultimate Difference Machinemfg
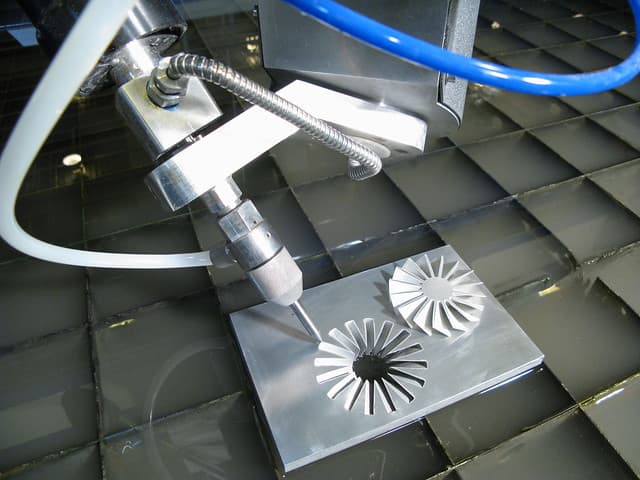
Precision Cutting Solutions Advantages Of Waterjet

When Is It Appropriate To Use Laser Cutting Vs Waterjet Cutting

Waterjet Vs Laser Cost Effective Metal Prototyping Youtube
Pfc Manufacturing For Industry Bellingham Washington Steel Fabrication Water Jet Cutting

Sustainability And Waterjet Cutter Woodguide Org

Differences Between A Water Jet Cutter And Laser Jet Cutting Machine

Waterjet Basics Kmt Us Inc Kmt Waterjet Ppt Video Online Download
Waterjet Cutting Services Us Wide Delivery Fractory

Cutting Stainless Steel Sheets Methods Comparison Montanstahl

What Is The Cost Of A Laser Cutting Machine Fractory
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctjoj6kfh Tpaqflqjb X7zuhcv3iry8 Btpf32yi05pdsramlr Usqp Cau

What Materials Can Be Cut With A Waterjet

Mechanical Cutting Machines Vs Laser Milling Machines
The Advantages And Disadvantages Of Waterjet Cutting Ballard Machine Works

Laser Cut Gaskets Vs Waterjet Cut Gaskets Gasket Laser Cutting Stockwell Elastomerics

An Engineer S Guide To Waterjet Cutting Engineering Com
Source : pinterest.com
